¿Cómo medir el espesor del recubrimiento en polvo ANTES del curado?
Si un recubrimiento en polvo se ha aplicado incorrectamente, la corrección después del curado requiere un costoso trabajo adicional, puede conducir a la contaminación de la película y puede introducir problemas de adhesión e integridad del sistema de recubrimiento. La medición del espesor de la película antes del curado puede determinar la necesidad de una corrección y ajuste inmediatos por parte del aplicador. Si bien la mayoría de las especificaciones de recubrimiento en polvo dan objetivos de espesor de curado, es posible determinar si el polvo aplicado está dentro de las especificaciones de espesor antes de la finalización del curado y la entrecruzamiento.
Muchas veces se quiere una predicción precisa del espesor curado, especialmente en líneas en movimiento. Dependiendo de la longitud del horno, es decir, el número de piezas a curar, así como el tiempo requerido para el proceso de curado y para la medición manual del espesor de la película después del curado, existe un retraso considerable antes de que el operador pueda intervenir en la aplicación para realizar los cambios necesarios.
Si se descubren defectos en el recubrimiento es necesario volver a trabajar un número considerable de piezas revestidas en un bucle de reparación o, si el reprocesamiento resulta ser demasiado caro, es posible que incluso deban desecharse. Para algunas operaciones, estas desventajas ya no son aceptables para satisfacer las demandas de los procesos de acabado modernos.
Medir el polvo en el estado pre-curado y pregelificado ayuda a asegurar el espesor correcto de la película curada. Permite configurar y ajustar el sistema de aplicación antes del curado. A su vez, esto reducirá la cantidad de desperdicio y exceso de pulverización. Las predicciones precisas ayudan a evitar el decapado y la sobre aplicación de recubrimiento, lo que puede causar problemas con la adherencia y la integridad del recubrimiento.
Procedimientos de medición ASTM para determinar el espesor del recubrimiento en polvo antes del curado
La norma ASTM D7378 describe tres métodos de medición para el espesor de recubrimiento en polvo aplicado, precurado para predecir un espesor curado.
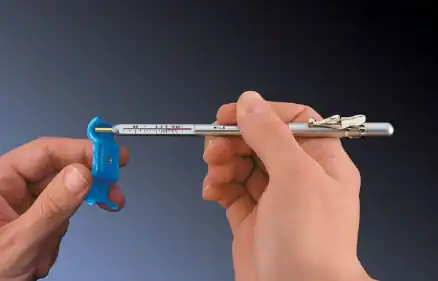
A. Calibres de metal rígido con muescas (peine).
B. Medidores de recubrimiento electrónicos con una sonda de polvo especial.
C. Instrumentos ultrasónicos sin contacto.
El procedimiento A utiliza medidores como el de DeFelsko Powder Comb, que funciona de la misma forma que un medidor de espesor de película húmeda. El peine se arrastra a través del polvo sin curar y la altura del polvo se considera un valor de rango entre el diente con el número más alto que dejó una marca y tiene polvo adherido y el siguiente diente más alto que no dejó ninguna marca y no tiene polvo adherido. .
Estos medidores se encuentran disponibles en varios modelos de peine en polvo que permiten mediciones de 75 a 1250 micrones (3 a 50 milésimas de pulgada) en cualquier sustrato. Solo son adecuados como guía, ya que la película curada puede ser diferente después del flujo. Las marcas dejadas por el medidor pueden afectar las características de la película curada.
El procedimiento B utiliza un medidor de espesor de recubrimiento convencional magnético o por corrientes de Eddy pero con una sonda especialmente diseñada para medir el espesor del recubrimiento en polvo. Tres micro clavijas, que están integradas en la sonda, penetran en el recubrimiento en polvo hasta el sustrato. La sonda se presiona manualmente hacia la superficie del polvo para realizar una medición de altura. Este procedimiento es aplicable únicamente a sustratos metálicos. Se pueden hacer marcas en el polvo que pueden no cubrirse cuando el polvo fluye en el proceso de curado.
El procedimiento A y el procedimiento B dan como resultado solo una medición de la altura del polvo de revestimiento sin curar. Pero las especificaciones de espesor se establecen con mayor frecuencia en el espesor del polvo curado. Dado que los polvos de recubrimiento generalmente disminuyen de espesor durante el proceso de curado, estos dos procedimientos requieren que se establezca un factor de reducción para predecir el espesor de la película curada para cada recubrimiento en polvo particular.
Este factor de reducción se obtiene midiendo el espesor del polvo curado en el mismo lugar donde se tomó la medición del espesor no curado. Para obtener la mejor precisión, se deben tomar medidas antes y después del curado para diferentes espesores.
Aquí se muestra un gráfico de muestra de los resultados de las mediciones. A partir de este gráfico, se puede determinar y aplicar un factor de reducción a todas las futuras mediciones del espesor del polvo de revestimiento seco para predecir un espesor curado.
El procedimiento C de ASTM D7378 describe un tipo de instrumento relativamente nuevo, como el PosiTest PC Powder Checker. Es un dispositivo ultrasónico que se puede utilizar de forma no destructiva en recubrimientos en polvo sin curar para predecir el espesor de la película curada.
El medidor PosiTest PC es portátil, funciona con pilas y funciona desde el primer momento para la mayoría de los recubrimientos en polvo. Su operación simple y diseño robusto permite que los operadores de línea lo utilicen de forma rápida y eficiente.
Los instrumentos de espesor de recubrimiento sin contacto tienen la ventaja de no ser destructivos. Esto significa que después de la medición, los componentes medidos pueden reintroducirse en el proceso sin sufrir daños.
Para operar, presione la «marca de verificación» y manténgala a aproximadamente 19 mm (0,75”) de la pieza durante 1 a 3 segundos. El resultado del espesor curado previsto aparece inmediatamente en la pantalla.