Las válvulas MagnaValve mejoran la calidad y el control de los procesos de shot peening y granallado, al mismo tiempo que reducen el tiempo de inactividad y el consumo de tiempo del operador.Para los procesos de Shot peening eliminan la incertidumbre porque proporcionan repetibilidad y uniformidad en el proceso.Están disponibles en varias configuraciones, dependiendo del abrasivo y el voltaje de alimentación.Trabaja con flujos de abrasivo de hasta 300 lb/min
Controlador FC-24Controlador POT-24
Características Generales
Electronics Inc. | U.S.A.
Sin piezas móviles para un funcionamiento de bajo mantenimiento
Requiere menos tiempo del operador
Disponible en modelos de 24 Vdc y 120 Vac
Funciona con la mayoría de los tamaños de material de acero
Más de 32 años de rendimiento probado en campo
Con la confianza de los fabricantes de equipos y los usuarios finales en todo el mundo
Solicitar Cotización
Comparte en tus redes Sociales
Como funcionan las válvulas MagnaValves
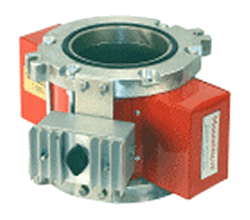
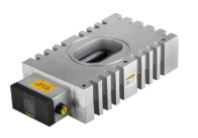
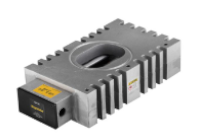
La Válvula MagnaValve tiene imanes permanentes de tierras raras de operación normalmente cerrada y un electroimán para controlar la velocidad de flujo del abrasivo. Al energizar la válvula, el campo magnético se neutraliza y permite que el abrasivo fluya a través de la válvula. Cuando no está energizada la MagnaValve, los imanes permanentes detienen todo el paso de abrasivo.
Si se interrumpe la alimentación por cualquier motivo, los imanes permanentes retienen el abrasivo de forma segura, eliminando así cualquier fuga de abrasivo.
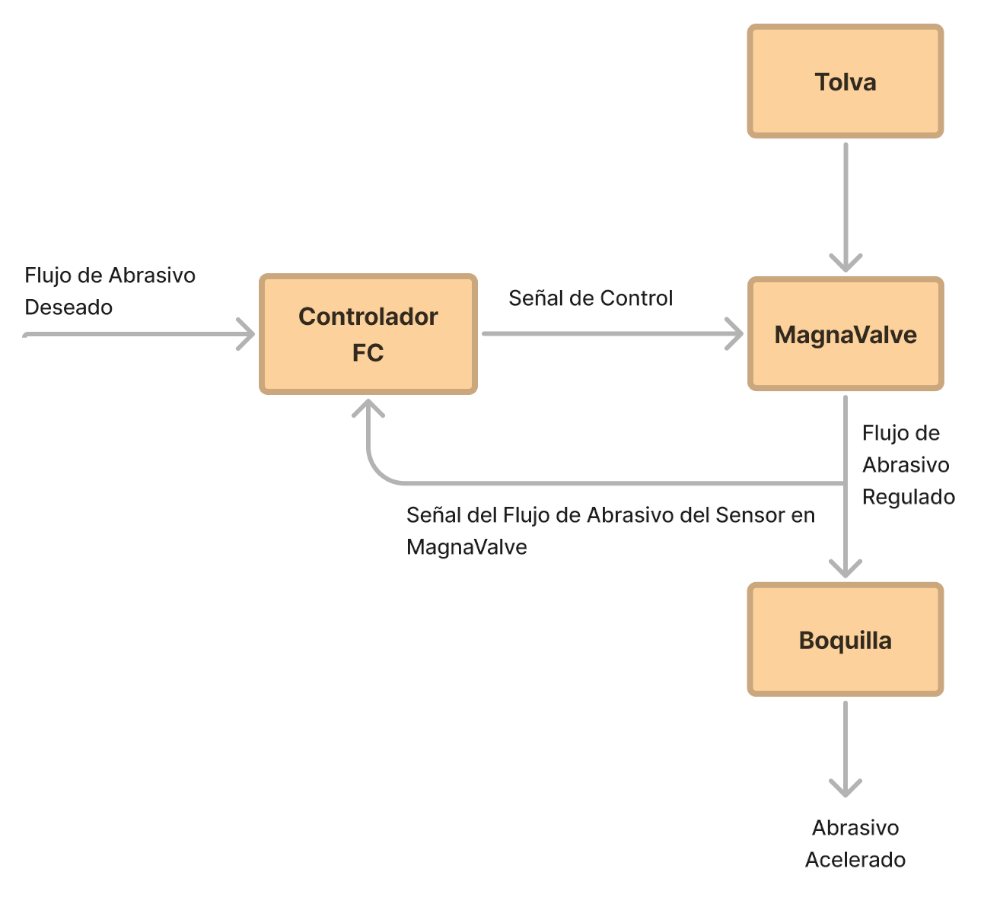
Diagrama de Funcionamiento de la válvula MagnaValve para Máquinas con Aire a Presión
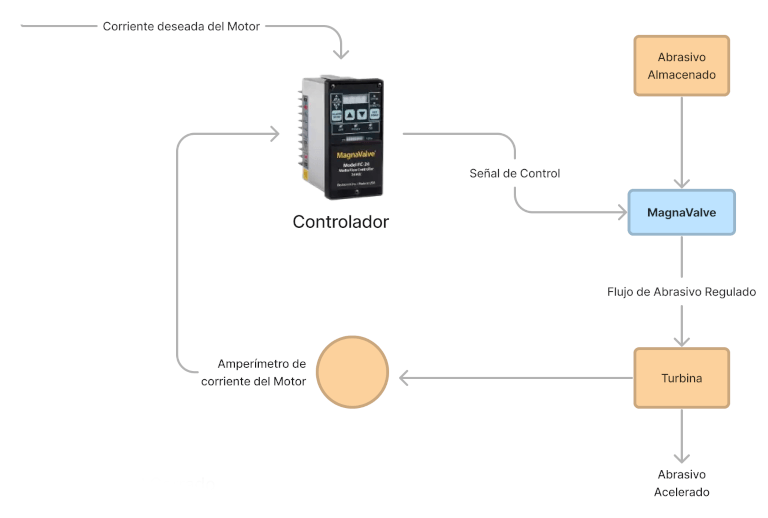
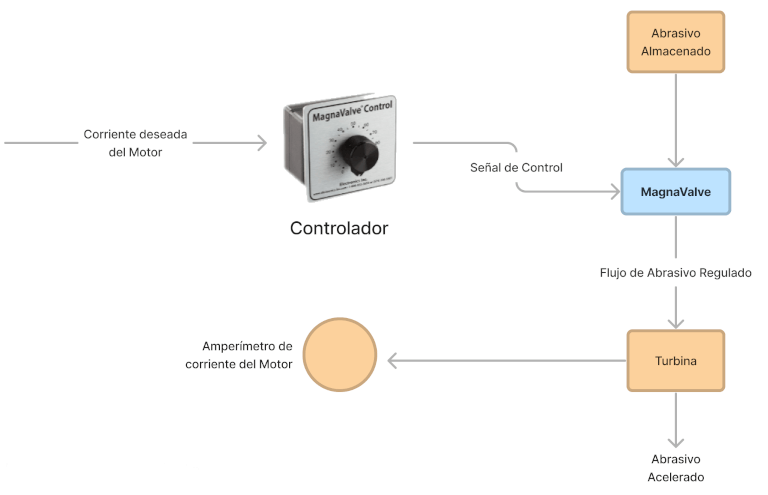
Diagrama de Funcionamiento de la válvula MagnaValve para Máquinas con Turbina
Lazo de Control Cerrado
Lazo de Control Abierto
Válvula MagnaValve para Máquina con Aire a Presión
Serie 120 Vac
Serie 24 Vdc
Serie 700 24
Precisión de ±10% en escala completa
Flujo de granalla esférica y angular
Modelos 578, 579, 580, 590
±5% de precisión en toda la escala
Flujo de granalla esférica y angular
Modelos 576-24, 577-24, 578-24, 579-24, 580-24, 590-24
Precisión de ±5% de la escala completa
Flujo de perlas de cerámica y perlas de vidrio
Válvula MagnaValve para Máquina con Turbina
Las Válvulas MagnaValves para granallado por turbina se clasifican de acuerdo al caudal deseado, la potencia de la turbina y el voltaje de control disponible 110 Vac o 24 Vdc.
La Válvula MagnaValve usa magnetos permanentes para regular el flujo de granalla metálica. Cuando el indicador LED rojo se encuentra encendido el magneto permanente se neutraliza y el abrasivo fluye.
El controlador alimenta de voltaje a la válvula. La duración o el ciclo de trabajo se determina por el disparo regulado en la válvula.
MagnaValve 100
MagnaValve 500-24
MagnaValve 500P
MagnaValve 590-24
Rango de caudal de 400-2400 lb/min (181-1089 kg/min)
Flujo de granalla esférica y angular
Rango de caudal de 120 – 1.200 lb/min (54,4 – 544 kg/min)
Turbina de hasta 25 Hp (19 kw)
Flujo de granalla esférica y angular
Rango de caudal de 200-1200 lbs/min (100-500 kg/min)
Turbina de hasta 50 Hp (37 kw)
Flujo de granalla esférica y angular
Rango de caudal de 30-300 lbs/min (13,6-136 kg/min)
Turbina de hasta 15 Hp (11 kw)
Flujo de granalla esférica y angular
MagnaValve LP-24
MagnaValve LP-24HT
MagnaValve LP2000
MagnaValve LP2000VAR
Rango de caudal de 400-2000 lb/min (181-907 kg/min)
Turbina de hasta 50 Hp (37 kw)
Flujo de granalla esférica y angular
Rango de caudal de 181-907 kg/min (400-2000 lb/min)
Rango de temperatura de 32˚ – 200˚F (0˚- 93˚C)
Flujo de granalla esférica y angular
Rango de caudal de 400-2000 lb/min (181-907 kg/min)
Turbina de hasta 50 Hp (37 kw)
Flujo de granalla esférica y angular
Rango de caudal de 400-2000 lb/min (181 – 907 kg/min)*
Turbina de hasta 50 Hp (37 kw)
Flujo de granalla esférica y angular
MagnaValve LP-24
MagnaValve LP-24HT
MagnaValve LP1000
MagnaValve LP1000VAR
Rango de caudal de 200-1000 lbs/min (91-453 kg/min)
Turbina de hasta 25 Hp (19 kw)
Flujo de granalla esférica y angular
Rango de caudal de 91-453 kg/min (200-1000 lbs/min)
Rango de temperatura de 32˚ – 200˚F (0˚- 93˚C)
Flujo de granalla esférica y angular
Rango de caudal de 200-1000 lbs/min (91-453 kg/min)
Turbina de hasta 25 Hp (19 kw)
Flujo de granalla esférica y angular
Rango de caudal de 200-1000 lb/min (91-454 kg/min)
Turbina de hasta 25 Hp (19 kw)
Flujo de granalla esférica y angular
MagnaValve LP-24
Rango de caudal de hasta 1.361 kg/min (3.000 lbs/min)
Turbina de hasta 125 Hp (93 kw)
Flujo de granalla esférica y angular
Válvula MagnaValve On/Off
Se destacan dos aplicaciones para las Válvulas MagnaValve On-Off.
La primera es para el reabastecimiento de la tolva de abrasivo. El abrasivo se debe alimentar a la misma velocidad que el abrasivo gastado se descarga al colector de polvo. Esto mantendrá el proceso más consistente ya sea para granallado o Shot Peening limpieza. Las adiciones de grandes cantidades de abrasivo durante largos períodos de tiempo alterarán el equilibrio en la máquina y disminuye la consistencia.
Otra aplicación de la Válvulas MagnaValve On-Off es el reemplazo de válvulas mecánicas utilizadas para cortar el flujo de abrasivo a una boquilla de chorro de succión al final de un ciclo. Las boquillas de chorro por succión tienen una entrada de aire y una entrada de abrasivo. Hay momentos en que la boquilla apunta hacia abajo durante su operación. Al finalizar el ciclo de disparo de abrasivo, este puede continuar saliendo de la boquilla debido a las fuerzas gravitatorias. Esto puede resultar en el drenaje de abrasivo fuera de la tolva.
Esta versión de la MagnaValve tiene un fuerte imán permanente que impide el flujo de abrasivos ferrosos similar a los otros estilos de MagnaValves. Sin embargo, esta válvula está diseñada para operar completamente abierta cuando está ENCENDIDA. No hay estrangulamiento o regulación.
MagnaValve 178-DC
MagnaValve 179-AC
MagnaValve 179-DC
MagnaValve 180-AC
Caudal de 30 lb/min (15 kg/min)
24 Vdc
Caudal de hasta 140 lb/min (63,5 kg/min)
110 Vac
Caudal de hasta 175 lb/min (79,38 kg/min)
24 Vdc
Caudal de hasta 240 lb/min (108,86 kg/min)
110 Vac
MagnaValve 180-DC
MagnaValve 190-AC
MagnaValve 190-DC
Caudal de hasta 240 lb/min (108,86 kg/min)
24 Vdc
Caudal de hasta 350 lb/min (158,76 kg/min)
110 Vac
Caudal de hasta 300 lb/min (136 kg/min)
24 Vdc
Controladores para Válvulas MagnaValve
Los controladores, junto con las válvulas MagnaValve controlan el flujo de abrasivo en los procesos de Shot peening y Granallado, donde se desean caudales con precisión y repetibles.
Ofrece lazo cerrado (retroalimentación en el proceso) o abierto de control (operación manual), de acuerdo a las necesidades del proceso.
Controladores de Lazo Cerrado
Controlador AC
Controlador AC-24
Controlador FC
Controlador FC-24
Controla la corriente del motor
120 Vac
Proporciona un sistema de lazo cerrado
Controla la corriente del motor
24 Vdc
Proporciona un sistema de lazo cerrado
Controla el flujo de medios
120 Vac
Proporciona un sistema de lazo cerrado
Controla el flujo de medios
24 Vdc
Proporciona un sistema de lazo cerrado
Controladores de Lazo Abierto
Controlador MC
Controlador POT-24
Variac
Controla la válvula MagnaValve
120 Vac
Proporciona un sistema de lazo abierto
Controla la válvula MagnaValve
24 Vdc
Proporciona un sistema de lazo abierto
Controla la válvula MagnaValve
Transformador de 0 – 120 Vac
Proporciona un sistema de lazo abierto
Beneficios de usar una MagnaValve
Sensor incorporado para mostrar el flujo real del abrasivo en Kg/minuto o lb/minuto
Ahorro de costos por el uso eficiente del abrasivo
Diferentes opciones de control disponibles
Fácil y rápido del cumplimiento de las especificaciones
No hay riesgo de mal funcionamiento de la máquina debido a que se agota el material durante el proceso
Porqué una MagnaValve es mejor que una válvula de control de abrasivo mecánica
No tienen móviles para un funcionamiento de bajo mantenimiento
Completamente selladas contra la suciedad
La tecnología magnética única que elimina fugas y turbinas inundadas.
Fácil adaptación a máquinas de Goff, Pangborn, Wheelabrator y otros fabricantes de máquinas de limpieza por chorro abrasivo
Ahorro de costos por el uso eficiente del abrasivo
Proporciona una mejora del proceso gracias a un sistema de lazo cerrado cuando se combina con un controlador MagnaValve.
Los restauradores utilizan la MagnaValve para
actualizar las máquinas y mejorar la productividad
Fácil de adaptar a máquinas antiguas:
puede hacerse en la propia empresa
El controlador de una MagnaValve proporciona
un control de proceso de lazo cerrado
Productos Relacionados
Equipos de Medición para Shot Peening
Electronics Inc. | U.S.A.
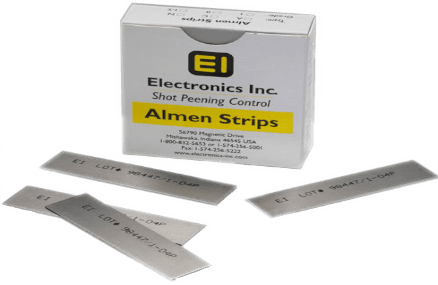
Cuando John Almen, un ingeniero de Buick Motor, División de General Motors, descubrió las mejoras a la fatiga granallando los resortes de las válvulas automotrices, él supo que se necesitaría alguna forma de control de proceso para una producción uniforme. Reconociendo que el golpeteo con granalla distorsionará y doblará una lámina de acero. Almen ...
Las tiras Almen son pequeñas probetas que reaccionan a la intensidad del flujo de disparo del abrasivo
Disponibles en diferentes grados y diferentes tipos, dependiendo de las aplicaciones, abrasivo e intensidad de chorro.
Las tiras / probetas Almen son muelles de precisión fabricadas con tolerancia muy pequeña.
Los sensores miden el flujo de abrasivo en equipos de aire (a presión o succión), no requiere mantenimiento y tienen indicadores LED que muestran las condiciones del flujo, Ofrece un método de medida simple y de alta precisión para medir el flujo de la partícula de abrasivo, proporciona una señal de salida escalada de ...
Requiere poco mantenimiento debido a que no tiene partes móviles.
Utilizados con máquinas de chorro de aire, 24 V CC y abrasivos cerámicos o plásticos.
Shot Peening es el proceso utilizado para producir una capa de compresión residual y modificar las propiedades mecánicas de los metales. Se obtiene disparando a la superficie esferas ( metálicas, de vidrio o cerámicas ), con la fuerza suficiente para crear deformación plástica. Las máquinas de Shotpeening también pueden integrar un sistema con CN, ...
Mejora la resistencia a la fatiga mecánica y térmica.
Aumenta la resistencia a la corrosión y la fricción.
Permite la reducción dimensional y / o de peso sin comprometer la resistencia mecánica.
Elimina los riesgos de mecanizado direccional o microcraqueo, inhibiendo la propagación de grietas.
Proceso también conocido como Peen forming, corrige distorsiones de la forma generados por otros procesos.
Shot Peening es el proceso utilizado para producir una capa de compresión residual y modificar las propiedades mecánicas de los metales. Se obtiene disparando a la superficie esferas ( metálicas, de vidrio o cerámicas ), con la fuerza suficiente para crear deformación plástica. Las máquinas de Shotpeening también pueden integrar un sistema con CN, ...
Mejora la resistencia a la fatiga mecánica y térmica.
Aumenta la resistencia a la corrosión y la fricción.
Permite la reducción dimensional y / o de peso sin comprometer la resistencia mecánica.
Elimina los riesgos de mecanizado direccional o microcraqueo, inhibiendo la propagación de grietas.
Proceso también conocido como Peen forming, corrige distorsiones de la forma generados por otros procesos.
Usamos cookies en nuestro sitio web para brindarle la experiencia más relevante recordando sus preferencias y visitas repetidas. Al hacer clic en "Aceptar", acepta el uso de TODAS las cookies.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duración
Descripción
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.